关键词 |
冷弯成型机械设备厂家,绍兴冷弯成型机械设备,供应冷弯成型机械设备,出售冷弯成型机械设备 |
面向地区 |
冷弯成型过程中,金属板材的表面不会受到高温和氧化等因素的影响,因此成型后的产品表面质量较好,无需额外的表面处理或修复。
解结的方法是 a:(如图1)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。 b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。 c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。 5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。 6、滚轮加工准确度是关键,为此,制作工具在投影仪下,放大20倍进行检测。 7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。
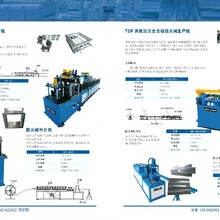
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
天津本地冷弯成型机械设备热销信息